The Process Failure Mode and Effect Analysis (PFMEA) is a risk assessment method used to analyze, and evaluate potential failure modes of processes and drive corrective action to prevent or decrease the possibility of defects being delivered to the customer.
1. PFMEA Template
To conduct the PFMEA, we need a FMEA form, which allows information to be expressed in columns.
2. How to conduct Process FMEA analysis
Let us now develop a PFMEA. We begin with the first column at the left.
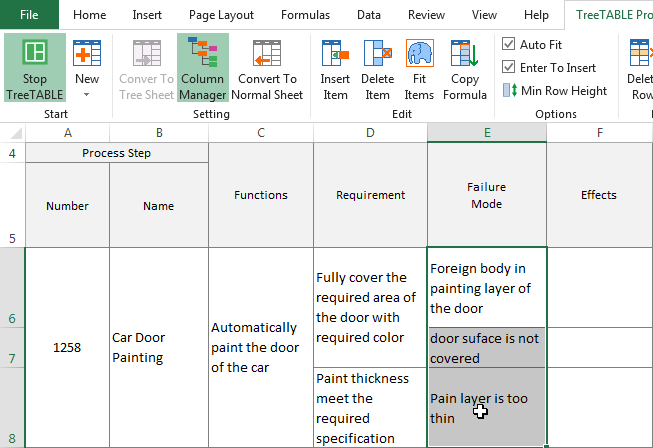
1st Step: Define Process Requirements
Copy all the processes (process numbers and names) from the process flow diagram into the Process column. The process numbers and names must match with the items in the process flow diagram and control plan.
In our example, each process has only one function. If a process has more than one function, each function should be listed separately but still align with its process.
The requirements of each process/function are listed in the Requirement column. Each requirement should be listed separately but still aligned with its process/function.

Excel quick tips: In an Excel worksheet, one process step has one requirement. To add additional requirements without merging the cell, select the current requirement and press Enter. Additional details are available in Fastest way to create FMEA inside Excel.
2nd Step: Brainstorming Potential Failure Mode
In the Potential Failure Mode column, list all the potential failure modes of each requirement. Each potential failure mode should be listed separately but still aligned with its requirement. The team can extract or obtain failure modes through the following resources:
- DFMEA potential cause
- Lessons learned and pass defects
- Team members’ knowledge and experience
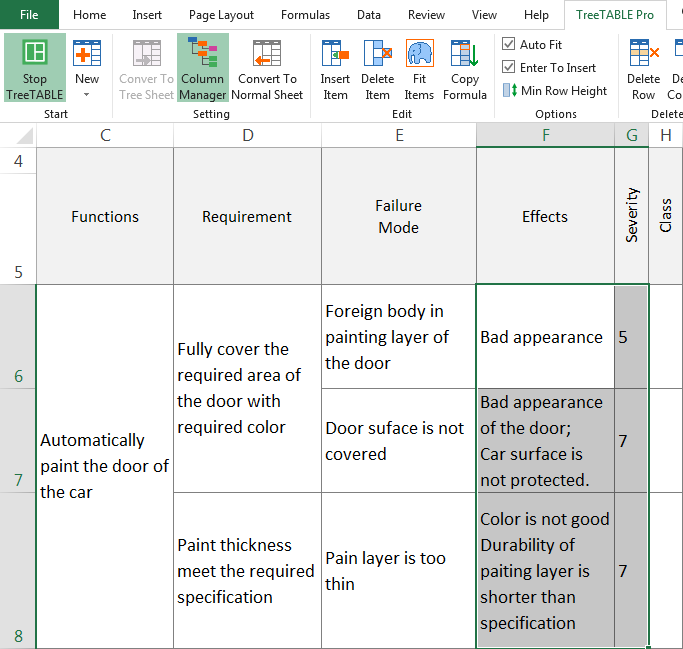
3rd Step: Analyze Effects
In the Effects column, input the potential effects of each failure mode on the next process or customer. The team can determine the effects of resources that include (but are not limited to) the following:
- DFMEA failure modes
- Lessons learned and pass defects
- Team members’ knowledge and experience
In the Severity column, the severity of the potential effect of a failure mode is ranked on a scale of 1 to 10, where 10 represents the most severe risk.
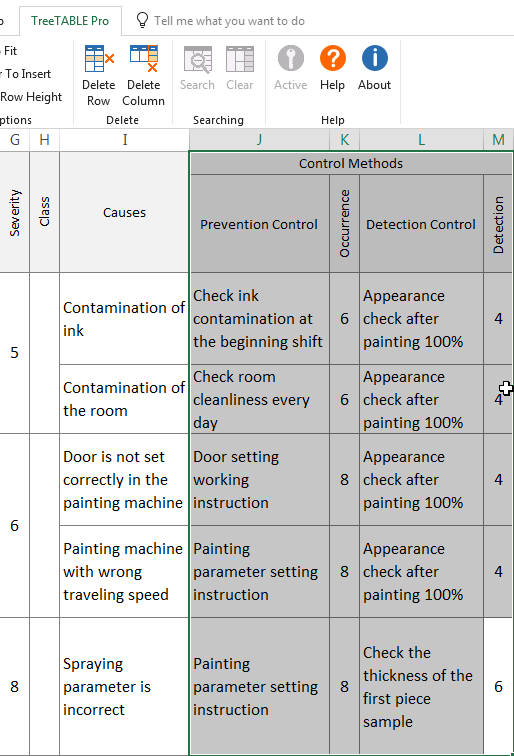
4th Step: Find Potential Cause
In the Potential Cause column, list all the potential causes of each failure mode. The causes should be listed separately. However, if two causes must occur at the same time to generate the failure, they should be listed together.

5th Step: Describe Current Control Methods for the potential causes
In the Prevention Control and Detection Control column, describe the current prevention and detection control methods for the various potential causes.
Prevention controls comprise methods for preventing the cause of a failure. Detection controls include methods for detecting the cause of a failure. These control methods should be reflected in the process control plan.
6th Step: Evaluate Occurrence/Detection of Current Status
In the Occurrence (C) column, the possibility of failure occurrence is ranked on a scale of 1 to 10, where 10 represents the highest possibility of failure occurrence.
In the Detection (D) column, the capability of the detection control method is ranked on a scale of 1 to 10, where 10 indicates the worst detection capability.
7th Step: Calculate RPN and Evaluate Risk
The RPN is used to evaluate the risk level of failure modes. The RPN is the product of the severity, occurrence, and detection rankings.
RPN = S × O × D

Excel tips for quick generation of the RPN formula: Input the formula for the first cause in the top cell of the RPN column, and click “Copy Formula” in the FMEA Analysis ribbon tab. The RPN formula is then applied to the entire PFMEA worksheet.
 8th Step: Corrective Action Plan
8th Step: Corrective Action Plan
 8th Step: Corrective Action Plan
8th Step: Corrective Action PlanThe team should perform corrective action to address the failure with the highest RPN and severity. The details of the corrective action plan include the corrective actions, responsible personnel, planned date, and completion date.
9th Step: Rerating the RPN After Corrective Action
After completing the corrective actions, rerank the Severity, Occurrence, and Detection based on the new status. Then, input the S, O, and D ranking numbers in the corresponding columns and recalculate the RPN.

