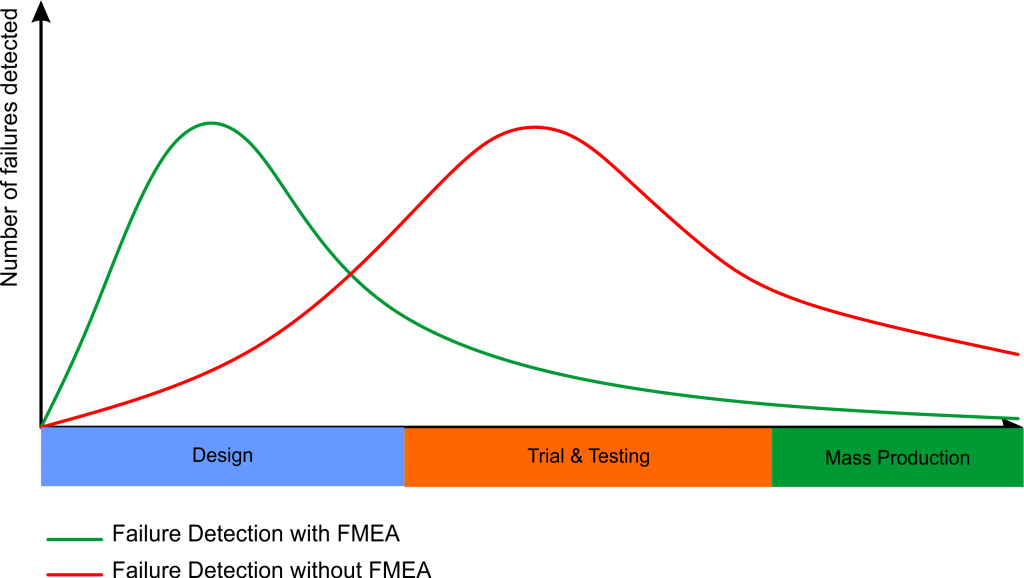
The Process Failure Mode and Effect Analysis (PFMEA) is a risk assessment method used to analyze, and evaluate potential failure modes of processes and drive corrective action to prevent or decrease the possibility of defects being delivered to the customer.
Today, product quality is one of the most critical factors considered by customers. Product recalls due to serious quality problems can ruin the reputation of companies or put them out of business. Less serious problems may result in customer dissatisfaction and a delay in the launch of a new product.
Therefore, factories over the world have given priority to the development of zero-defect manufacturing processes. Conducting the PFMEA suitably can help prevent quality problems and improve process reliability in manufacturing.
3. Who make it and use it
To perform the PFMEA satisfactorily, the knowledge and experience of many departments in a company is required. Therefore, the PFMEA should be conducted by a cross-functional team, which is led by a responsible process owner. Departments such as Design, Production, Incoming Materials, Quality, Service, and Logistics should be involved in conducting the PFMEA.
4. When to conduct PFMEA?
In new manufacturing processes, teams should perform the PFMEA during process design and before the procurement of manufacturing equipment and tools.
Teams should then update the PFMEA with the current status of the process, which is why the PFMEA is called a living document. Teams must review and update the PFMEA if the following changes occur:
Change in the manufacturing process: Changes in the machine equipment, manufacturing method, and transportation can affect the PFMEA. In this case, the process impacted by the change should be reviewed in the PFMEA.
Quality problem or quality risk: Failures arising from internal defects or customer returns should be reflected in the PFMEA to determine corrective action.
Maintaining a “living” PFMEA is not easy. Many companies fail in maintaining a living PFMEA because of the delay in updating the document when a change or quality problem occurs. A severe problem is only a matter of time. However, maintaining a living PFMEA is much easier if we use suitable PFMEA software.
5. How to conduct the PFMEA?
The PFMEA is a complicated method, and it difficult to conduct effectively. To effectively perform the PFMEA, you must conduct in the right way.
5.1 Input
The following documents should be used to develop a successful PFMEA:
Process flow diagram: A process flow diagram describes all the production processes in a sequence.
DFMEA: The DFMEA and fault tree analysis can be used to analyze the effect of a product.
Characteristic matrix: A characteristic matrix can be used to determine the requirements for each process.
Pass defect, problem: Is used to predict and analyze the potential failure mode in new process.
Engineering specification diagrams: Engineering specification diagrams can be used to determine the product characteristics and other requirements.
To conduct the PFMEA, we need a FMEA form, which allows information to be expressed in columns.
5.3 Step by Step.
Let us now develop a PFMEA. We begin with the first column at the left.
1st Step: Define Process Requirements
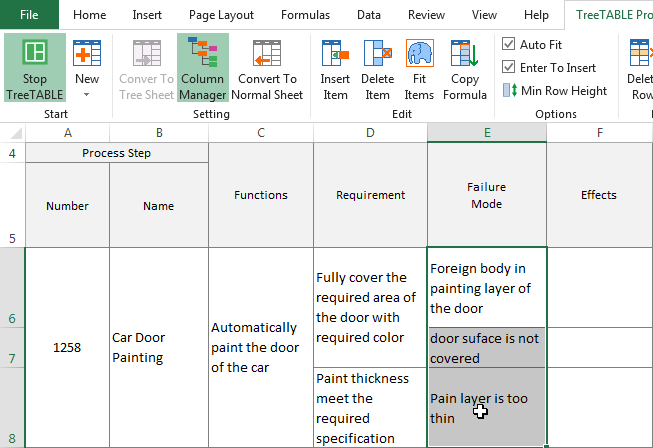
Copy all the processes (process numbers and names) from the process flow diagram into the Process column. The process numbers and names must match with the items in the process flow diagram and control plan.
In our example, each process has only one function. If a process has more than one function, each function should be listed separately but still align with its process.
The requirements of each process/function are listed in the Requirement column. Each requirement should be listed separately but still aligned with its process/function.
Excel quick tips: In an Excel worksheet, one process step has one requirement. To add additional requirements without merging the cell, select the current requirement and press Enter. Additional details are available in Fastest way to create FMEA inside Excel.
2nd Step: Brainstorming Potential Failure Mode
In the Potential Failure Mode column, list all the potential failure modes of each requirement. Each potential failure mode should be listed separately but still aligned with its requirement. The team can extract or obtain failure modes through the following resources:
DFMEA potential cause
Lessons learned and pass defects
Team members’ knowledge and experience
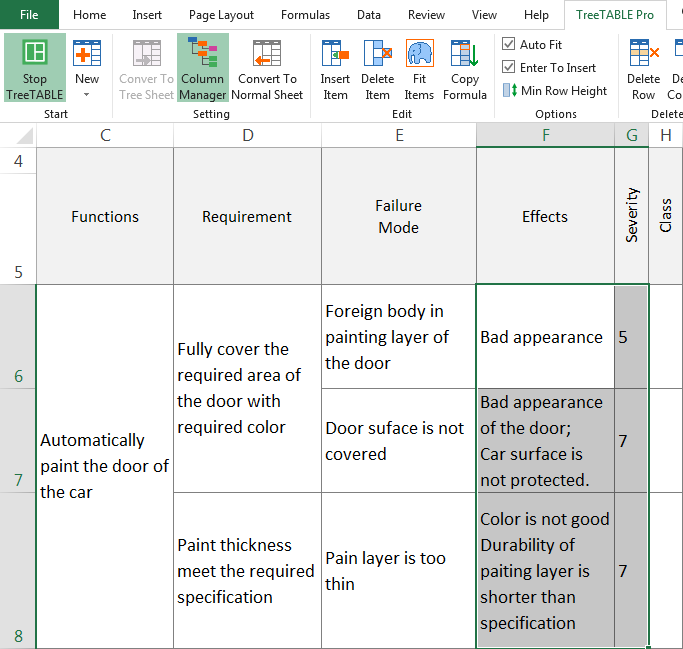
3rd Step: Analyze Effects
In the Effects column, input the potential effects of each failure mode on the next process or customer. The team can determine the effects from resources that include (but are not limited to) the following:
DFMEA failure modes
Lessons learned and pass defects
Team members’ knowledge and experience
In the Severity column, the severity of the potential effect of a failure mode is ranked on a scale of 1 to 10, where 10 represents the most severe risk.
4th Step: Find Potential Cause
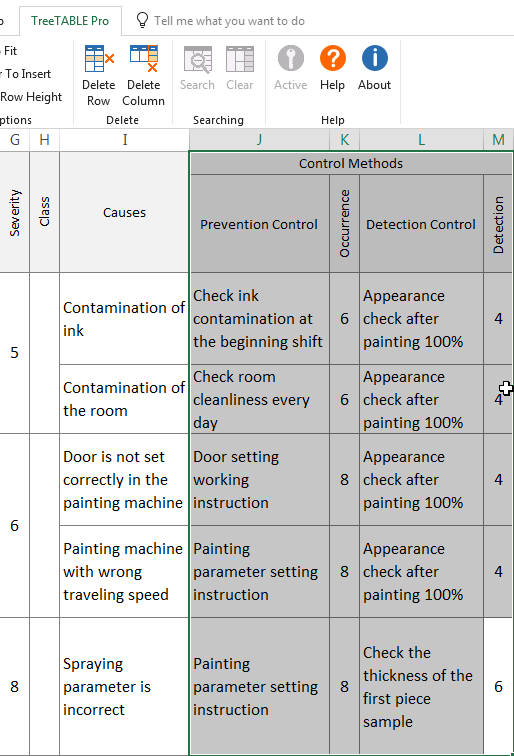
In the Potential Cause column, list all the potential causes of each failure mode. The causes should be listed separately. However, if two causes must occur at the same time to generate the failure, they should be listed together.
5th Step: Describe Current Control Methods for the potential causes
In the Prevention Control and Detection Control column, describe the current prevention and detection control methods for the various potential causes.
Prevention controls comprise methods for preventing the cause of a failure. Detection controls include methods for detecting the cause of a failure. These control methods should be reflected in the process control plan.
6th Step: Evaluate Occurrence/Detection of Current Status
In the Occurrence (C) column, the possibility of failure occurrence is ranked on a scale of 1 to 10, where 10 represents the highest possibility of failure occurrence.
In the Detection (D) column, the capability of the detection control method is ranked on a scale of 1 to 10, where 10 indicates the worst detection capability.
The RPN is used to evaluate the risk level of failure modes. The RPN is the product of the severity, occurrence, and detection rankings.
RPN = S × O × D
Excel tips for quick generation of the RPN formula: Input the formula for the first cause in the top cell of the RPN column, and click “Copy Formula” in the FMEA Analysis ribbon tab. The RPN formula is then applied to the entire PFMEA worksheet.
8th Step: Corrective Action Plan
The team should perform corrective action to address the failure with the highest RPN and severity. The details of the corrective action plan include the corrective actions, responsible personnel, planned date, and completion date.
9th Step: Rerating the RPN After Corrective Action
After completing the corrective actions, rerank the Severity, Occurrence, and Detection based on the new status. Then, input the S, O, and D ranking numbers in the corresponding columns and recalculate the RPN.
5.4 Scope of PFMEA
Process Scope:
The PFMEA should include the analysis of all manufacturing steps (from receiving the material to completing the product) that impact the quality. Thus, the process steps of the PFMEA include but are not limited to the following:
Main processes: Machining, assembling, stamping, forging, molding, die-casting, painting, marking or labeling, and inspection
Supporting processes: Receiving, transportation, packing, and storage
Failure Scope:
In contrast to the DFMEA, the PFMEA does not focus on the failure modes in product design. When conducting it, teams must assume that no problem exists in the product design. However, if teams find any design problem, they should notify the design team. The design problem should be reflected in the DFMEA.
5.5 Linkage
PFMEA is not a stand-alone document in product and process development. To make a PFMEA document consistent with other documents, the items in the PFMEA must link with the corresponding items in other documents.
5.5.1 With Process Flow Diagram
The process step of PFMEA must match with that of the Process Flow Diagram. The Process Flow Diagram should include all the process steps in manufacturing (from receiving the material to shipping the finished product).
5.5.1 With DFMEA
The connection between a PFMEA and a DFMEA may not be evident because the PFMEA focuses on process failure modes, whereas the DFMEA focuses on product failure modes. However, the following links should be maintained:
The characteristics of products and processes mentioned in the PFMEA should be consistent with the characteristics of those in the DFMEA.
The severity rankings for the same effect should be equal in the PFMEA and DFMEA. Otherwise, the company should have a clear reason why different ranking systems have been used for the same type of risk.
The potential failure modes in the PFMEA arising from product-related effects should appear in the potential cause of failure in the DFMEA. Similarly, the potential failure mode in the DFMEA caused by process-related effects should appear in the potential failure effects of the PFMEA.
5.5.2 Control Plan
After completing the recommended actions and recalculating the RPN, a control plan should be developed from the information in the PFMEA document.
The control methods in the control plan are consistent with the current controls in the PFMEA. In case of a change in the control methods, teams should update the corresponding current controls of the PFMEA.
In a control plan, the product characteristics can be derived from the requirements of the PFMEA and the process characteristics can be derived from the potential causes of failure in the PFMEA.
5.6 Lesson Learn & Knowledge Reuse
For increasing the speed of PFMEA projects, the company should reuse existing PFMEAs for future projects. If the processes in a new project are similar to those in another project for which a PFMEA document has already been developed, the document should be reused to increase the speed of PFMEA development for the new project. However, the team should focus on the differences in the processes.